FATÁJ-online szaklap: események, gazdasági jelenségek a faiparban, bútoriparban, asztalosságban, erdőgazdálkodásban és a kapcsolódó területeken. Beszámolók, riportok, sajtószemle, ...
|
FELIRATKOZÁS FATÁJ-Online hírlevélre.
Hivatkozás: |
|
|
CEI-Bois
Eur.Faip.Szöv.
a FAGOSZ
1992-től tagja.
| Akác termékek Magyar- országról: hungarobinia.hu |
|
FAIPARI, ERDÉSZETI
szakkönyvek |
FATÁJ-online
médiaajánlat:
médiaajánlat .rtf
médiaajánlat .pdf
A pdf-ekhez az Acrobat Reader itt tölthető le:
![]()

Felhívás fejlesztőknek: szalagfűrészre mozgó védőburkolat a 2 cm szabadmagasság betartásához
A minden fűrésziparral foglalkozó termelő vállalkozás vezetői előtt köztudott, hogy a szalagfűrészek esetében munkabiztonsági előírás, hogy a munkadarab és a szalagfűrész védőburkolata között legfeljebb 2 cm lehet. Tehát mozgó fűrészszalag legfeljebb 2 cm-en maradhat szabadon. Ezt a követelményt olyan alapanyag feldolgozásánál, melynél a szelvények magassága azonos és a szelvények keresztmetszete négyzetes, be is lehet tartani a burkolatnak a mindenkori vágandó anyaghoz beállításával.
Azonban, ha a munkadarabok keresztmetszete nem négyzetes, hanem háromszög, és a munkadarabot forgatva kell körbefűrészelni, ráadásul az egymást követő darabok keresztmetszete nem azonos és egy darabon belül is változik a keresztmetszet, akkor a legfeljebb 2 cm-es szabadmagasság követelményét gyakorlatilag lehetetlen betartani.
Ez pedig a termelő cégnek akár jelentős munkavédelmi bírságba is kerülhet.
A fenti általános leírásnak leginkább a dongagyártás egyik művelete felel meg. Az előzetesen kézzel, vagy hidraulikus ékkel készül háromszög keresztmetszetű hasítványokat kell szabályos dongafrízekké körbefűrészelni.
Ahol nem hasítványból indulnak, hanem fűrésszel bontják a rönköt tükrösvágásokkal, ott is forgatni kell a dongaalapanyagot körbeszabáskor, a probléma tehát azonos.
 |
A feladat tehát ez: Az első vágás a palást felől, tehát a magasabb oldalon van. |
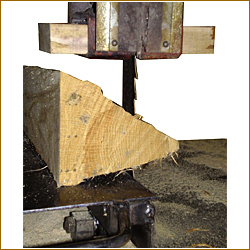 |
A második vágás ugyanakkor a hasítvány bél felőli oldalán a keresztmetszet szerinti háromszög csúcsánál van. |
 |
A harmadik vágás pedig merőleges a palástoldalira. |
Jól látható, hogy egy hasítványon belül a palást és a bél felőli vágási magasságok lényegesen eltérnek egymástól, majd a palástra merőleges vágás magassága is eltér az előző kettőétől. Ráadásul egy hasítványon belül is változhat a magasság, az egymást követő darabok pedig éppen hasítás miatt biztosan nem egyforma keresztmetszetűek.
Az biztos, hogy a robosztus szalagvezető és egyben burkolati elemet nem lehet minden vágáshoz hozzáállítani, így nem lehet dolgozni. Ha a három féle vágást - feltéve, hogy van elég hely a csarnokban - külön-külön gépekre tennék, az rengeteg anyagmozgatással járna, ami annak rakodási többlet puffer terület igényén túl óriási többlet terhelés lenne a dolgozóknak is. Meg eleve, egy hasítványt jobb ha egy dolgozó munkál körbe, akkor egyvalaki szeme és szaktudása szerint halad a munka, továbbá a teljesítmény mérése és ösztönzése is így oldható meg jól.
Talán megoldás lenne egy olyan mozgó, kisméretű védőburkolat toldat elem a szalag előtt, amelyet valamilyen módon az alá tolt munkadarab maga állít be az éppen szükséges aktuális magasságra, tehát a fa pillanatnyi vastagsága + 2 cm-re. Ennek az elemnek, hogy háromszög keresztmetszet vágásakor meg ne akassza a munkadarabot nyilván az alsó sarkait le kellene vágni, ami még igazán egyszerű.
Azonban hogyan tudjon a gyorsan mozgó munkadarabhoz mindig igazodni, mitől bírja a tényleges üzemi körülményeket? Továbbá ha valamilyen görgő tapogatná le a fát a védőlemez mozgatásához, az, vagy bármely más mechanizmus nem takarhatja ki a dolgozó szeme elől a fűrészszalagot, hiszen neki mindig látnia kell, hogy pontosan hol vág.
Csúcstechnika: Léteznek mm pontosságú lézeres távolságmérő műszerek, tehát a fának a vágási helyen aktuális vastagságát így is lehetne folyamatosan mérni. A kérdés, hogy a mérőfény - illetve annak jelfogó műszere - a gyorsan áttolt fa méretváltozását képes-e elég gyorsan követni. Ha pedig ez megoldható, milyen motort vezérelne ez a jel, amely motornak és végül a hozzá kapcsolt védőburkolat-toldatnak biztonságosan és megfelelő sebességgel kell beállnia az indulási magasságba, majd követnie a munkadarab alakváltozását és a vágás befejezése után lecsuknia.
Íme talán sikerült elég szabatosan megfogalmazni a feladatot. Ha bárkinek lenne megoldási javaslata e problémára, ami persze a fenti két ötlettől eltérő is lehet, kérjük jelentkezzen a FATÁJ szerkesztőségénél és igyekszünk összekötni potenciális felhasználóval.
Ha pedig lesz ipari körülmények között működőképes, a dolgozónak (könnyen működik, nem akadályozza a munkát) és a munkaadójának (könnyen felszerelhető, nem romlik el minduntalan, elfogadja a munkavédelmi hatóság, méltányos az ára) is megfelelő megoldás, arról szívesen beszámolunk majd.
Mőcsényi Miklós

![]()


![]()
![]()



|
Faanyagszárítás professzora:
CATHILD |
|
A FATÁJ lapot kiadja a FAGOSZ |
|
|